液壓提升設(shè)備,液壓頂升,液壓頂升設(shè)備_滄州鼎恒液壓機(jī)械制造有限公司


{一}、大型構(gòu)件液壓同步提升特點(diǎn)
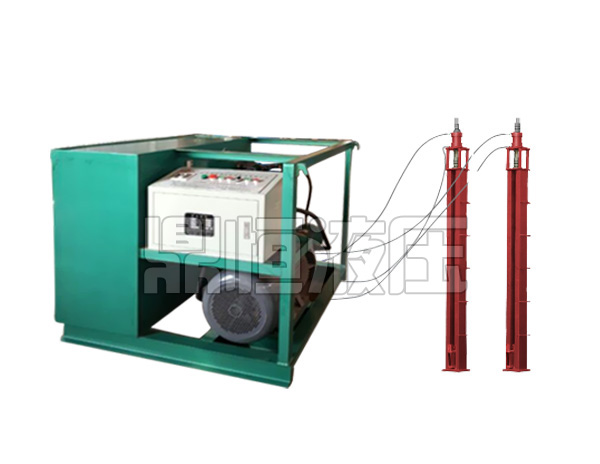
(1)提升點(diǎn)多,大型構(gòu)件具有重量超重、面積大等特點(diǎn)。液壓提升設(shè)備采用地面組裝、整體提升時(shí),由于單臺(tái)提升液壓缸提升力有限,因此通常需要數(shù)十臺(tái)提升液壓缸共同進(jìn)行提升,即需要多個(gè)提升點(diǎn)同時(shí)工作。例如,鋼結(jié)構(gòu)整體提升重量約為10388t,面積12300m2,共使用了67個(gè)提升液壓缸;
(2)同步要求高,在提升過程中要嚴(yán)格控制吊點(diǎn)之間的位移偏差,以避免結(jié)構(gòu)變形過大、附加載荷過大等。同時(shí),各吊點(diǎn)的載荷要控制在與理論計(jì)算基本一致的范圍內(nèi),避免構(gòu)件局部受力過大甚至破壞;
(3)吊點(diǎn)提升力差異較大,大型構(gòu)件同步提升時(shí),需要設(shè)置多個(gè)吊點(diǎn),吊點(diǎn)之間提升力大小差異很大,提高了同步控制的難度。
20世紀(jì)初液壓千斤頂出現(xiàn)之后,液壓技術(shù)已經(jīng)在理論上可以直接應(yīng)用到吊裝工程中,但開始的時(shí)候因?yàn)榍Ы镯斊鹬馗叨鹊停瑧?yīng)用受到了較大限制。直到1970年代高壓技術(shù)逐漸成熟,材料、電子、計(jì)算機(jī)、控制論等學(xué)科充分發(fā)展,液壓同步提升技術(shù)出現(xiàn)后,液壓技術(shù)自身在吊裝工程中的潛力才開始發(fā)揮出來。
國(guó)內(nèi)的液壓同步提升技術(shù)發(fā)源于同濟(jì)大學(xué)。1990年代初,同濟(jì)大學(xué)承擔(dān)了上海石洞口二電廠600MW超臨界汽輪發(fā)電機(jī)組的鋼內(nèi)筒煙囪的頂升工程,該煙囪總重600t,高240m,在國(guó)內(nèi)開創(chuàng)了大型構(gòu)件液壓同步頂升的先河,為后繼液壓同步提升技術(shù)作好了理論和實(shí)踐準(zhǔn)備。1995年同濟(jì)大學(xué)用柔性鋼絞線承重,用自行研制的液壓提升,將上海東方明珠的鋼天線桅桿從地面沿鋼絞線爬升到350m高度后整體安裝,該天線重450t,長(zhǎng)135m,這是液壓同步提升技術(shù)在國(guó)內(nèi)大型構(gòu)件吊裝的次應(yīng)用,取得了巨大的經(jīng)濟(jì)效益和社會(huì)影響力,此后采用液壓提升施工的工程如雨后春筍般地出現(xiàn)。
{二}、筒體安裝及液壓提升作業(yè)的主要施工方法
①鋼內(nèi)筒在加工場(chǎng)預(yù)制加工成高度為4m的標(biāo)準(zhǔn)段,用平板車運(yùn)至煙囪附近,用汽車吊吊放在煙囪零米軌道上自制的平板拖車上。
②啟動(dòng)液壓頂升將已連接的筒體按所需高度(一般比平板小車上待裝筒體上口高20mm~30mm提升離地,將平板拖車上的筒體水平推進(jìn)煙囪內(nèi)部懸吊的鋼內(nèi)筒下口正下方,使平板小車上的待裝筒體與上部懸吊鋼內(nèi)筒下口中心對(duì)正。
③在平板小車四角下方各設(shè)置一個(gè)16t螺旋千斤頂,通過4個(gè)千斤頂同時(shí)向上頂,將平板小車上待續(xù)筒體上口與上部懸吊鋼內(nèi)筒筒體下口對(duì)接,由鉚工組對(duì)拼接水平環(huán)向焊口。
④水平環(huán)口對(duì)接點(diǎn)焊后,由6名焊工沿筒體四周均布,焊接水平環(huán)向焊口。
⑤焊接完畢的水平環(huán)口焊縫,經(jīng)焊縫外觀檢查及超聲波抽檢達(dá)到質(zhì)量要求后,對(duì)焊縫進(jìn)行油漆涂刷。
⑥用液壓提升設(shè)備將對(duì)接好的筒體再次向上提升一個(gè)標(biāo)準(zhǔn)段筒體的高度。
重復(fù)以上各工序,對(duì)接下一段筒體,如此循環(huán)直至筒體提升安裝到頂。